低压
湿式气柜由于所储气体中含有腐蚀性杂质HZS, CO等,又频繁地与水接触,形成酸性液体,随着
气柜各塔节升降,在其塔节壁板上形成了酸性液膜,因而造成对柜体的腐蚀。
气柜防腐中基层的处理、涂层的选择,对
气柜的使用寿命有很大关系。基层的除锈处理是防腐工艺中至关重要的一个环节,如果除锈工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成片脱落,因此,除锈质量直接影响到设备与涂层的结合强度,是判断防腐效果的重要指标之一。基层的除锈处理方法有手工除锈、动力工具除锈、喷射除锈、火焰除锈、化学除锈等,就低压湿式螺旋储
气柜的基层处理常用的有两种方法,即喷砂除锈和动力工具除锈,我公司都采用过,下面通过对这两种除锈方法进行比较,提出动力工具除锈在
气柜塔节壁板上的应用优势。
1、喷砂除锈
喷砂除锈,即用空气压缩机将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到
气柜壁板表面,利用冲击和切削作用,使表面获得一定的清洁度和不同的粗糙度,既增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰〕喷砂除锈具有除锈彻底,效率高等优点,但在施工中也有一些缺点:
(1)对周边环境污染较大。喷砂除锈是利用喷砂装置将喷料(常用石英石)高速喷出,在与
气柜壁板碰撞之后,一部分喷料被到处弹射,一部分喷料被打碎,随高速气流四处飞荡,造成大量粉尘,散落到
气柜周边或随风漂到远处,常常一个
气柜防腐下来,周边SOm半径内都会落满白白的一层石英粉末,环境污染较重。
(2)对
气柜壁板会造成一定的损伤。喷砂除锈由于是靠喷料强大的冲击、切削力将
气柜壁板上的涂层去除,每次作业会造成100 Ht,m-200 }.},m的损伤,所以,从壁板厚度要求上也不能多次采用这种除锈方法,需要对壁板厚度测量后做出决定。同时,除锈时可能造成柜体表面过于粗糙,在设备表面产生细微的凹凸面,谷峰高度差大于涂层总厚度的1/3,对防腐效果造成一定不良影响。
(3)施工复杂。喷砂设备为高压设备,组成相对复杂,一个完整的压人式干喷砂机工作单元一般由四个系统组成,即压力罐、介质动力系统、管路系统、控制系统;不但设备的操作使用严格,而且维护量大,储气罐、压力表、安全阀要定期校验,储气罐定期排放灰尘,砂罐里的过滤器定期检查等;喷料收集、使用工作量大,喷砂粒度应与工作要求相适应,一般在10}至20“之间适用,砂子应保持干燥;对人员的操作能力及防护要求较高,存在由操作不当而引
发事故的风险。
(4)造成
气柜部件损坏。喷砂除锈中被壁板弹射回来的喷料进人导轮轴套,与轴套内润滑油脂混合形成研磨膏,在
气柜升降过程中对导轮轴套进行研磨,致使轴套损坏,使导轮性能下降;喷料落人各塔挂圈内、
气柜运行也会受到影响,造成安全隐患。
(5)费川较高。喷砂除锈虽然效率较高,但需动用大型机械设备;喷料需要进行处理才能使用(筛选、晾晒等),喷料属于消耗性材料,用量较大;施工后喷料部分被高压打碎,给收尾工作带来不便,故综合施工成本较高,约合90元/而。另外,还需考虑气杆i周围绿化、导轮和挂圈的保护费用。
2动力工具除锈
动力工具除锈主要以电或压缩空气为动力,装配适当的除锈装置(如角向磨光机、钢丝刷、风动针束除锈器、风动敲锈锤、齿型旋转除锈器等),进行往复运动或旋转运动,以适应各种场合的除锈要求。虽然动力」几具除锈不如喷砂除锈彻底,效率不高,但其优势也不容小觑
(1)动力工具除锈对环境影响较小铁锈、涂层被除锈装置打飞,但由于力度不大,飞溅也不会太远,故对环境污染程度较小,影响范围不大,不会对其他施工作业产生影响「
(2)动力工具除锈没有冲击力,靠摩擦力除去锈层、旧漆膜、尘土等杂物,基本不会对柜体外壁造成损害「
(3)动力一n具除锈所用的工具属于半机械化工具,一「具轻巧、机动性大,能彻底除去锈蚀、旧涂层等,效率比手工除锈大大提高,可达1 m=/h}2m=/h,-r作效率和质量均高于手工除锈,可达到喷砂除锈的效果
(4)动力工具除锈无需大型设备,仅需配备简易工具,操作简单,耗材便宜,成本较低,主要支出人工费用,且_对人员的专业技能要求不高,以砂布千叶片为例综合除锈单价约为45元//m2。
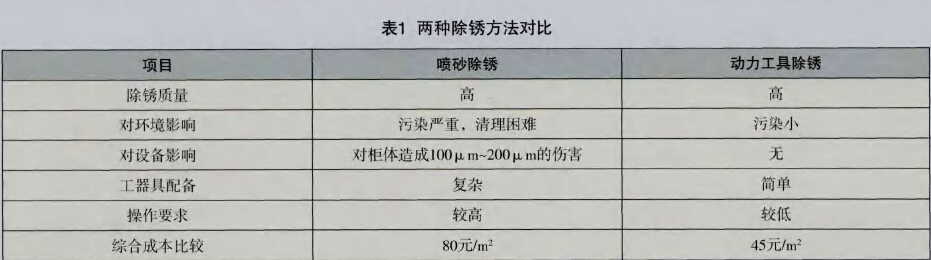
3两种除锈方法对比见表1
在2011年以前,我公司采用的基层处理方法基本是喷砂除锈,动力工具除锈也在
气柜防腐处理中采用过,但仅限于在锈蚀程度较轻的钟罩顶板及水槽外壁板采用过,而面对经常与水接触、腐蚀程度较重、面积较大的
气柜壁板的处理还未采用过。2011年,我公司有一座
气柜要求只对其外壁进行防腐检修,不置换、不放水,公司决定尝试采用动力工具除锈的处理方法。为此,我们从执行标准、使用的工具、工期及施工人员配备等方面都做了充足地考虑经过近两年的观察,
气柜外层漆面仍然光滑完整,无锈蚀、脱落,效果不比喷砂除锈的差,甚至还要稍强二具体施工中需注意以下工艺:
(1)确定动力工具除锈的标准,起到了关键作用。施工时,我们在除锈标准的套用上进行了深人研究。按照标准,手工除锈过的钢材表面分两个除锈等级:St2和5t3,St2是彻底的手工除锈,钢材表面应无可见的油脂和污垢,并目_没有附着不牢的氧化皮、铁锈和油漆涂层等附着物;St3是非常彻底的手L除锈,钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物,除锈应
比St2更为彻底,底材显露部分的表面应具有金属光泽。实际操作中,如果按St2级标准执行,因为运行时间长巨经常与水接触,油漆成分会发生一定的变化,如果这部分面漆附着牢固不去除而直接涂刷新漆的话,不能保证效果;而按St3级标准底材表面应全部具有金属光泽的话,对于手工除锈这么大面积、这么厚漆膜(正常150 }.A, m),难度非常大。这种除锈标准在同行业没有可以借鉴的。经过反复研究确定采用高于St2低于,3的除锈标准,即将面漆全部去除,去除底漆显露底材的量不小于总面积的50070,且呈网格交错排列,这样做既能保证去除变质的涂料,又利于涂料的牢固粘贴,同时还减少了劳动量。
(2)动力工具除锈的工具采用。在工具的采用上,也进行了多种工具的试用。先是采用砂纸、铲、钢丝轮、砂轮机,速度慢、效率低、涂层去除效果差,后调整改用砂布千叶轮片。纱布片柔中带刚,摩擦力优于钢丝轮或者铜丝轮,同时不像钢丝轮除锈时会产生大量火花,除锈质量高,表面粗糙度好,可以使涂料与柜体表面进行良好结合,涂层去除效果比较理想。同时要求手工除锈作业人员每人配发一个工具袋,以便作业时存放钢丝刷、钢铲、备用砂布千叶片,更换砂布千叶片的小工具及角磨机小配件如碳刷等,使工作效率明显提高。作业时必须佩带眼镜,以免灰尘及金属碎屑伤及眼睛;高空作业佩戴安全带等个人防护。
(3)按照由里到外、由上而下的顺序进行施工,即钟罩顶板、各塔节壁板、平台、栏杆、水槽壁板、爬梯。在对塔节壁板进行除锈时,需将本塔全部升起并将下一塔带出距水面I m-2m之间,将进出气阀门关闭,用水封封住,再进行除锈施工;下挂圈是受腐蚀最严重的部位,经过除锈以后要认真检查,重点检查焊缝处的腐蚀情况,有可能应降低水封水位进行除锈;在涂刷涂层前,用干净毛巾将壁板上附着的粉尘去除,保证壁板的洁净。这样更有利于油漆的附着。
(4)施工中,必须做好
气柜导轮的保护措施。可用磁铁将纸板或薄胶板吸附于导轮座上,覆盖导轮套,防止粉尘进人其传动部分,造成导轮的磨损;用篷布遮盖挂圈,做好挂圈保护的工作,减少杂物的掉落量。在作业完成后,还要对挂圈进行捞砂作业
(5)在除锈过程中,
气柜需要进行多次升降操作,生产、施工双方必须加强联系、密切配合。同时还要考虑
气柜高度受昼夜温差的影响,制定好除锈、刷漆工序配合的时间,保证涂层的有效凝固时间,确保
气柜防腐的作用和效果。
动力工具除锈具有费用低、污染小、工具少、人员素质要求不高等优点,加之工具选取有效、标准切合实际、方法制定合理,防腐蚀效果是不会比喷砂除锈差的,既为企业节约了投资,又能达到
气柜防腐蚀的目的,建议在基层除锈处理时优先考虑应用。
上一篇:气柜安装技术在生产性实训基地的实践与探索
下一篇:干式煤气柜安装程序及要点
相关文章:
Tag标签:
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/1208/179.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 