7000m3
气柜的螺旋导轨是
气柜制作难度最大的部件之一 ,安装后的导轨形位精度是影响
气柜正常工作及使用寿命的重要因素 , 因此必须严格控制其预制形位偏差 。
7000 m3螺旋湿式
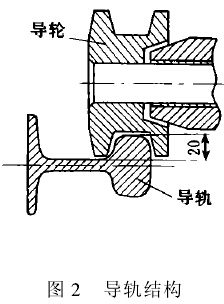
气柜结构见图1。一、二塔的金属结构总重 166 t , 一塔壁外圆周上均布 12 根导
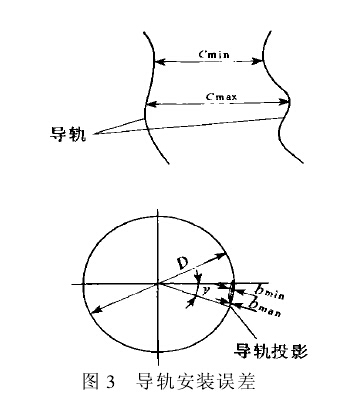
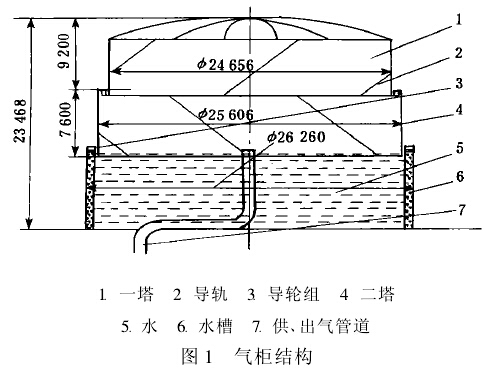
轨,二塔则为 16 根 , 并且均为 24 kg/m 轻轨 , 导轨与水平面成 45°,为了空间螺旋曲线。每根导轨由 1对相对固定的导轮组对其进行限位,见图 2。供气时, 一、二塔先后沿不同旋向旋转上升 。排气时 , 旋转下降 。为了保证安装精度,制作安装每根导轨时 ,应控制导轨上某点在水平面上投影与底面基准圆的距离 b 、Δb(bmax-bmin)、某一等高面上两导轨的间距 c 及 Δc(cmax-cmin), 见图 3。
一 、二塔导轮的轴向伸缩量分别为 24 mm 和44 mm 。因此 , 安装时应控制一塔的 Δb ≤24 mm 和二塔 Δb ≤44 mm , 要保证导轮不脱离导轨, 则 Δc≤20 mm 。
2 导轨预制工艺
导轨的预制形状偏差会直接影响导轨安装后的Δb 及 Δc ,关系到
气柜能否顺利升降及导轨的使用寿命 。导轨有 2 种预制方法 :①利用胎具采取热煨加工, 这是大多数
气柜制造厂采用的方法。 ②将导轨放置与滚板机辊轴轴线成 45°直接滚曲成形 。后一种方法需配有成形模具 ,受成形模具 、滚板机上滚升限和滚板机周围障碍物等因素的制约较大 。
采用第一种方法制作导轨 ,在胎模上热弯扭曲 ,输入热量大 ,易造成模具变形 ,导轨成形精度较差 。以某 7 000 m3
气柜为例, 我厂实际制作二塔导轨时采用此法, 现场安装时,在 7 600、6 500、5 430、4 350、3 250 、2 150 、1 100 及 0(单位均为 mm)几个等高点上测量二塔导轨各点的 b 及 Δb ,结果表明 ,9 号导轨Δbmax=45 mm , 即 Δb9>44 mm, 与之相邻的导轨都接近 44 mm。实测 7 600、5 700、3 800、1 900 和 0(单位均为mm)5 个高点的 c 及 Δc , 发现 16 根导轨中有13 根间的偏差值都大于20 mm, 最大达到 46mm 。经全面返修,全部导轨间 Δc 合格, 但许多区间接近Δcmax, Δbmax仍为 45 mm。
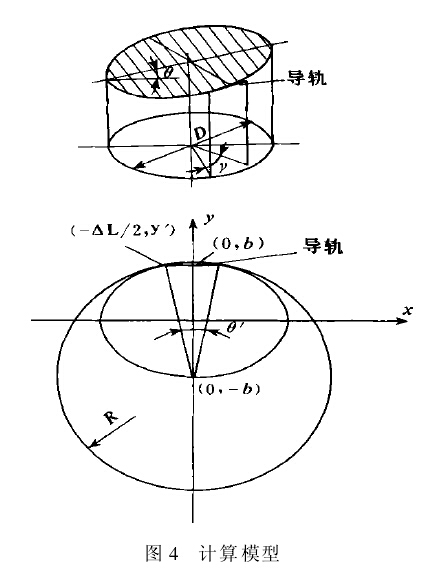
为了防止二塔导轨预制时出现类似问题, 在制作一塔螺旋形导轨时, 采用把导轨卷弧再作火煨扭曲的工艺 。采用该方法必须先计算出导轨的曲率半径 R ,为此建立以下计算模型 。用1 个与水平面夹角为 θ的平面斜切
气柜柱体,近似地认为导轨包含在这个斜切面内,切面与
气柜柱面的交线为一椭圆, 同时导轨包含在 1 个圆心为(0, -b),半径为 R 的圆上 ,见图 4。
式中, L 为导轨长度,m ;D 为导轨投影圆中径 ,即塔径与导轨截面高度之和,m ;γ为某一导轨在水平面上投影弧段与圆心的夹角,(°);θ′为导轨头尾点分别与圆心连线的夹角,(°);ΔL 为导轨弧段对应的弦长 ,m 。
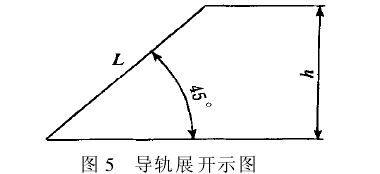
将柱面展开为平面(图 5), 此时导轨为 1 条与水平面成45°的直线。
上一篇:10万m3湿式气柜破封原因分析及处理
下一篇:10000m3低压湿式螺旋气柜进出口管道扩大改造施工技术
相关文章:
Tag标签:
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/1029/153.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 