1 前言
宁波钢铁有限
公司是 2007年5 月全面投产,
公司配套建设的 16.5 万 m3
高炉煤
气柜为多边型稀油密封储
气柜于2007 年5月投入使用。 投运后不久就出现导轨板与侧板之间的焊缝多处出现渗油甚至漏油现象,公司分别在 2009 年、 2011 年进行局部补焊, 但补焊后不久继续出现渗油 (或漏油), 同时渗油(或漏油) 范围扩大, 经现场勘查渗漏点都分布在柜位7~12.5 万m3之间即经常运行的区间段。
2 原因分析
2.1 施工进度过快
由于在公司建设阶段,高炉煤
气柜的施工进度已滞后于公司的总体建设进度,为在高炉投产时高炉煤
气柜同步投运, 施工时抢进度现象尤为突出, 侧板的
安装进度超过行业内公认进度,大于 3 段甚至达到7段。 当出现不利于侧板
安装的环境条件时, 没有采取有效措施仍继续安装。
2.2 安装质量及焊接质量不过关
由于过分地追求施工进度,部分焊缝表面成型差, 存在咬边、 焊瘤等缺陷, 特别是两段侧板与导轨板间的三角焊缝。主要表现为安装时侧板折边部分倒角不到位, 有强行安装的现象, 焊肉不饱满, 焊缝内夹渣、 气孔较多, 应力集中来不及释放。
一方面由于立柱安装垂直度存在偏差,部分立柱存在: 是 “S” 型弯现象, 造成立柱部分区间段 (特别是环形走道处) 与活塞导轮间的间隙过紧; 另一方面活塞上部的配重块大部分是死配重(即商品混凝砼现场浇注), 钢结构热胀冷缩空间受限制, 部分活塞导辊与
气柜立柱间隙过小。导致活塞导轮与立柱产生挤压。 漏油点集中表现在
气柜立柱两侧的焊缝处。
3 补焊工艺的选择
渗漏点都分布在柜位 7~12.5 万 m3之间, 是活塞经常运行的部位。 由于本身焊接质量差, 如局部对渗漏点进行补焊, 则不能从根本上解决问题。因此,决定对
气柜整个柜体在 30-83 带壁板区间壁板与导轨板的焊缝进行补焊。 如此大面积的补焊, 控制
气柜立柱的变形,保证
气柜活塞正常运行是技术难点和要点。故选择合理的焊接工艺是关键。
3.1 补焊工艺
对煤
气柜导轨板与 啄6 钢板之间的角焊缝裂纹进行处理,修复前需对现有焊缝及裂纹处进行碳弧气刨, 分段施工, 每刨完一段则修复一段, 先处理边焊缝, 后处理立焊缝; 对于不漏油的位置, 刨开焊缝表层后重新盖面。
(1) 补焊流程: 着色检测→气刨清除缺陷→原焊缝修理及清理→焊接→检验。
(2) 补焊前需将缺陷部位清除干净, 由专职气刨人员清除补焊处焊缝的缺陷,必要时可采用表面探伤检验确认。待补焊部位刨出宽度均匀、 表面平整、便于施焊的凹槽, 且两端有一定坡度, 用砂轮机或直线磨光机清除渗碳层, 然后进行补焊。
(3) 焊接方法采用手工电弧焊, 焊前进行坡口修整与清理, 坡口应圆滑过渡便于焊接, 清除渗碳层,打磨露出金属光泽。
(4) 焊缝同一部位的补焊次数, 不超过两次。
(5) 焊缝补焊要做好补焊记录。
3.2 焊缝形式
焊缝形式为角焊缝, 焊角高度 6 mm。
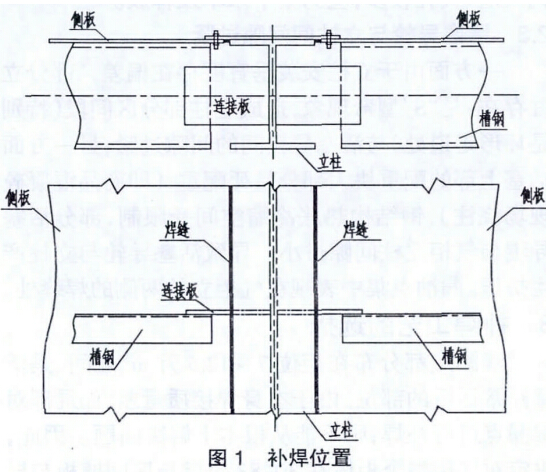
3.3 焊接顺序
为严格控制立柱的变形量,焊工分为 6 组均匀地分布在
气柜四周, 统一按顺时针或逆时针方向、 从上往下反向的顺序同步焊接。按照从上往下次序每次焊接两带, 焊接开始、 结束都在每带的中部; 焊接时采取先间断焊、 后满焊, 满焊时需注意与间断焊缝的连接。在焊接过程中, 并用锤击法消除焊接应力。焊接位置示意见图 1。
3.4 焊后
焊接完毕,焊工及时清理焊缝表面的熔渣及两侧的飞溅物, 检查焊缝外观质量。 检查合格后在规定部位打上焊工钢印或做好记录。
3.5 焊接参数
3.5.1 焊接工艺参数如下:
(1) 焊接方法: SMAW;
(2) 焊焊材料: 型号 J422; 规格I3.2;
(3) 焊接工艺参数: 电流 90~110 A; 电压 23~26V; 焊速6~9 cm/min。
3.5.2 碳弧气刨
碳弧气刨基本技术要求:碳弧气刨要严格控制起弧点,在气刨区内引弧;电弧长度按规定 2~3mm 控制, 电弧太短, 易造成短路, 形成夹碳缺陷;经常调节碳弧气刨干伸长度,使其达到规定值;刨槽的成型不能出现焊接电弧到不了的尖角和阴面,要圆滑过渡。
4 安全及预防措施
4.1 为配合做好补焊工作对运行方式进行调整, 煤
气柜退出运行。 油泵停止运行, 将活塞油沟的油存放至柜底油沟。 并对活塞油沟进行覆盖, 保护活塞密封机构。
4.2 当油泵停止运行后, 组织人员对补焊部位的油污采用清洗剂进行清洗, 将油污清洗干净, 露出老焊缝。并对老焊缝进行分析, 进一步明确气刨、 补焊工艺的具体要求。
4.3 补焊前对全体参加施工作业的焊工进行焊接模拟考试, 统一气刨、 焊接标准。重点强调每一次气刨的起止点、 气刨深度、 气刨速度、 焊接顺序、 焊接速度等具体要求。
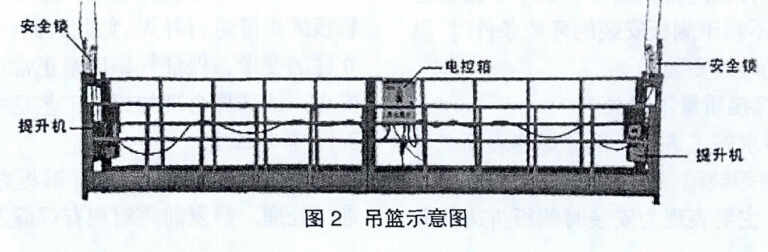
4.4 登高工具
由于漏点位置位于第二层回廊至第三层回廊之间,为方便施工作业时人员站位,采用搭设电动吊篮, 在煤
气柜顶部框架焊接吊篮钢丝绳用吊耳, 作吊笼起吊固定点。同时为防止作业人员在施工作业时吊笼晃动,利用
气柜侧板的联接角钢与立柱间的间隙, 进行吊笼固定。吊篮形式见图 2。
由于三级缸压力 1.8 MPa 比较高,温度 120 ℃以上, 而且介质又是含氢气高达 60%以上的有毒可燃焦炉煤气, 超温超压极易发生设备事故和煤气爆炸、着火、 中毒等事故。因此对 1#
压缩机组提前进行系统检修。 检修发现问题: (1) 三级缸活塞导向环损坏,活塞密封环磨损; (2)二级缸活塞导向环轻微磨损,活塞密封环没有磨损; (3) 吸排气阀弹簧、 阀片个别断裂。
3.2 故障的分析
根据压缩机检修发现的损坏部件,分析造成故障的原因:
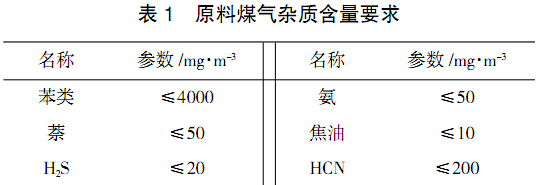
(1) 焦炉煤气品质。 虽然焦炉煤气制氢装置中含有预处理净化单元,焦炉煤气一级压缩后进入净化装置进一步净化, 但不能根除焦炉煤气中的杂质, 尤其是焦油和奈等杂质, 对气阀的弹簧有腐蚀性, 在一定程度上增加了阀片和弹簧的疲劳损坏。
原料煤气杂质含量要求如表1。
(2) 冷却水杂质太多。 通过检修发现各级气缸水冷却室内积累了大量的淤泥,严重地影响到了压缩机气缸的冷却效果, 而在二三级活塞为无油润滑, 并且非金属活塞环的导热性能比金属环差得多,如果气缸内温度高, 活塞环和导向环磨损加快, 寿命和性能大大下降。
(3) 二三级活塞联动, 三级活塞振动大, 压力高,导致三级导向环断裂。此压缩机采用的是整体型导向环。 活塞力通过连杆传递到活塞销, 在活塞销处产生一个通过活塞垂直作用于汽缸壁上的分力,称之为侧压力; 在 Y 型压缩机无油润滑活塞组件中主要由导向环来承受侧压力。导向环的导向定位作用保证了活塞在气缸内往复运动的直线型和活塞与气缸
的同心性, 可使活塞环均匀磨损。
(4) 导向环材质性能差: 二三级活塞导向环应具备自润滑、 耐温、 抗压、 抗腐蚀、 抗疲劳性能。
(5) 运动机构中曲轴、 十字头安装精度不够, 没有保证活塞运行与气缸的同心精度,促使导向环和密封环不均匀磨损。
4 解决措施
(1) 在冷却水入口增加一个全自动清洗过滤器,改善压缩机冷却水的品质,从而提高气缸的冷却效果。
(2) 加强现场巡检力度, 关注三级气缸的温度、压力变化和异音, 一旦发现异常及时停机检修, 避免造成更大损失。
(3) 加强高温高压煤气设备机组的精密点检, 缩短系统检修周期。
(4) 加强焦炉煤气预处理净化单元的运行管理,做到稳定、 安全、 有效、 可靠; 及时更换吸附剂, 有效吸附煤气中的杂质。
(5)二三级活塞联动,强化保证运动机构中曲轴、 十字头安装精度, 保证二三级活塞运行与气缸的同心精度, 减少导向环和密封环不均匀磨损。
(6) 选用具备自润滑、 耐温、 抗压、 抗腐蚀、 抗疲劳、 抗磨损性能比较好的导向环和密封环。
(7) 选用具备抗腐蚀、 抗疲劳、 抗磨损性能比较好的阀片和弹簧。
通过运行实践和系统检修,对 YD3-350G 型焦炉煤气压缩机有了更深入的认识,提出了相应的对策和保证措施,对YD3-350G 型焦炉煤气压缩机在制氢装置中长周期、 安全、 稳定运行具有指导意义。
上一篇:湿式气拒通用图系列审核会情况介绍
下一篇:低压湿式螺旋储气柜的防腐
相关文章:
Tag标签:
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/1023/149.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 