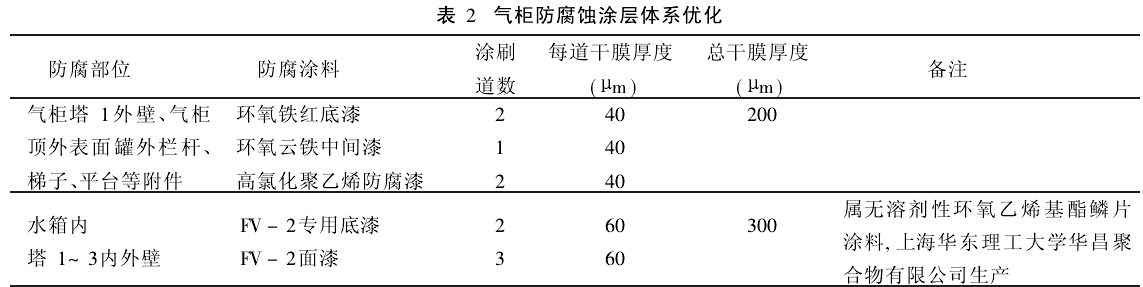
氯磺化聚乙烯涂料虽然具有耐老化、耐候性好的特点,但存在强度差、附着力欠佳及易粉化失光等缺陷,只能在干燥环境下施工,不能有湿度。而用环氧树脂高氯化聚乙烯涂料不仅可克服上述的各种缺陷,而且具有其共性的优点,使涂层具有良好的柔韧性、抗冲击性、耐磨性,对金属、非金属具有良好的粘接强度。优化方案,见表2。
1)主要采用无溶剂型长效重防腐涂料,目的是减少由于溶剂挥发而产生的针孔,大幅度减少涂层因针孔的存在而被介质穿透的概率,从而大幅度提高涂层的可靠性。
2)挥发物较少,施工过程对环境污染小,降低了对人体的损害。
3)便于施工,施工周期短。
4)涂装体系完整,有针对性的解决腐蚀问题实现长效使用的目的。
5 涂装工程施工要点
1)重防腐蚀与一般防腐蚀不同,除了对涂料本身质量、性能要求较高之外,对涂装和施工的要求也比较高。
2)底材表面须经充分处理,处理程度与涂膜的耐久性密切相关。日本关西涂料公司称,底材表面对涂膜寿命的影响程度可达71%。因此,要特别重视底材的表面处理。
3)涂膜厚度在强腐蚀环境中应\150Lm。对于某些腐蚀环境涂膜厚度应大于250Lm或更厚才行。薄薄的一层涂料并不能对基体起到屏蔽作用,因为涂料的主要成膜物质是高聚物,有一定的透气性,气孔的平均直径一般都在10-7~10-9m之间,而水的分子直径通常只有几个Ab(1Ab=10-10m),所以,在涂层很薄时,它们是可以自由通过并渗透到基体发生电化学腐蚀。实践证明,当漆膜厚度增加到150Lm以上时,其抗渗性大大提高。
4)涂装体系宜采用多道涂层体系,但对于无溶剂型涂料可以采用一遍成型或两次成型。涂层间要相互配套。
5)每次防腐施工开始前必须检查露点,保证基材表面温度高于露点3e以上。
6)严格施工过程控制
(1)喷砂前的钢材表面处理和喷砂按规范要求所有锐边要打磨至半径最少为3mm的圆角,清除所有毛刺、飞溅和焊渣,所有切割边缘的熔渣须清除干净。喷砂完毕钢材表面应达到Sa2. 5级。粗糙度达到40~80Lm,用粗糙度检测量具进行测量。
(2)涂料配制过程在施工时的气温条件下,按施工说明书所示配方配制。混合油漆需注意:施工前确保容器内每一种成份被充分混合;确保双组分涂料中的基料和固化剂充分混合,使之发生正确、完全的化学反应。
(3)涂装过程
a.预涂。主要针对拐角处、孔洞处提前进行刷涂和滚涂,以方便大面积施工。
b.设定正确的涂装工艺参数。涂装工艺有刷涂、辊涂、压缩空气喷涂和无气喷涂。其中无气喷涂是近几年来新型的涂装工艺,它是利用特殊形式的气动、电动或其它动力驱动的液压泵,使涂料形成10~40MPa的高压,通过特殊的无气喷嘴瞬时喷出,使高压状态的涂料喷射成为极细的扇面形雾状,高速喷向被涂表面形成涂膜层。由于其喷涂是依靠涂料自身液压瞬时喷射成为雾状,雾化状态的涂料中不含压缩空气,因而国际上称:无空气喷涂。
气柜防腐施工时选用无气喷涂技术,严格按JB/T 9188-1999高压无气喷涂典型工艺进行操作和作业,其要施工工艺参数:喷嘴口径为0. 4~1mm,喷出压力为15~20MPa,施工气温:\5e。
(4)水压试验后处理
罐体水压试验后,待水放净(10~15d),检查内壁表面可能出现的锈点,将其打磨至金属本色,按涂装工艺补涂至所需厚度。此工序可确保涂膜成型后的完整性,杜绝局部破坏。

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 