大庆油田化工集团一期工程醋酸项目的1台
10000m3直升式湿式气柜若按通常的逐层正装法施工,存在高空作业量大、焊缝质量不易保证,吊装及脚手架费用高,特别是焊接变形难以控制等问题。为解决上述问题,在本工程中采用了大
拼板施工技术,不但有效地控制了焊接变形,而且还提高了焊缝质量,减轻了劳动强度,减少了高空作业量,确保了施工安全,降低了施工成本。工程质量评定优良,取得了良好的社会和经济效益。
该工程的具体施工过程如下:
1、绘制排板图
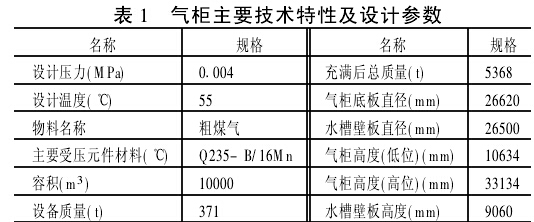
将水槽壁板沿圆周方向展开,根据其总长、总高和现场钢板实际来料尺寸,将整体水槽壁板分为若干块大致相等的大拼板。以
10000m3直升式湿式气柜为例,每块大拼板尺寸为815m@91060m。
2、胎具制作
胎具制作是大拼板施工技术的一道重要工序。应根据大拼板的长宽尺寸制作相应大小的凹、凸胎具。
3、下料、卷弧
根据排板图,在施工平台上用半自动切机下壁板料,每块壁板长度及宽度允许偏差为+1mm,对角线之差不大于2mm,并切割所需坡口。若大拼板中的小块板需拼接时,用埋板自动焊机进行双
面焊。下料时,应考虑安装时焊接收缩余量及壁板收活口量,故将其中一块大拼板横向留有200mm裕量。下料后的钢板用滚圆机制成所需的弧度,用2m长弧形样板检查,其偏差不应大于5mm。
4、大拼板制作
小块钢板用吊车逐张吊至凸形胎具上,进行大拼板的组装、点焊。组装合格并点焊后焊接外侧焊缝。根据钢板材质和厚度选择相应的焊丝、焊剂,焊口组对间隙为1~2mm。如相焊的两层钢板不等厚,在坡口组对时保持凹面平齐。
外侧焊缝焊完后,起吊翻转大拼板到凹胎,用碳弧气刨清除焊根,施焊内侧焊缝。由于在凹面施焊时,焊口有2mm错口(板厚不等造成),熔化金属向低侧流动,易形成焊缝外观成形不良,因此,需要将凹形胎具上大拼板薄的一侧适当垫高,使焊缝表面光滑过渡,这样可使焊缝成形更美观,更易保证焊缝余高符合要求。
确定水槽壁柱上立柱、平台位置线,组装、焊接立柱和平台,并按其安装位置编号。
5、大拼板安装
(1)在底板上确定大拼板的安装位置线。
(2)组装。组装过程如下:通过外侧吊耳起吊大拼板,第一块就位以后,通过手拉葫芦将内侧拉绳端部固定在底板中部,外侧拉绳固定在外侧锚点上,第一块大拼板必须内外各由2根缆风绳固定,稳固以后方可撤吊钩。通过手拉葫芦调整大拼板铅垂度,当铅垂度小于其高度的千分之一时,即可吊装下一块大拼板。
第二块大拼板紧靠第一块就位。就位以后调整立缝间隙、错边量及铅垂度,符合要求以后用弧形卡板与第一块板固定,内外各拉上一根缆风绳稳固,然后撤去吊钩。用同样的方法按排板图依次安
装其余各块大拼板。当安装达到全圆周的1/4、1/2及3/4时,应分别测量其上、下圆周周长,偏差值小于+10mm为合格。
吊装最后一块大拼板之前,应精确测量已安装好的壁板外圆周上、下口的实际总长度,并根据测量结果,计算出最后一块板需要的弧长,加上200mm收活口余量,然后对其下料切割。同时应测量已装好的大拼板全部立柱处的铅垂度和半径差,并将超差处调整到符合要求以后方可按前述方法吊装最后一块大拼板。
(3)整体检测调整。壁板全部吊装就位以后进行对口错边量的调整。错边量超差小的部位可用打楔子的方法调整,错边量超差大的部位可结合凹凸度的修正并增加弧形加强板的方法纠正。两柱间的
壁板凹凸度超差部位要用工字钢加门形卡校直。测量所有立柱处的壁板铅垂度,通过缆风绳和手拉葫芦进行调整。
(4)立缝焊接。大拼板全部组装完毕并经检测确认符合要求后,即可进行立缝的焊接工作。水槽立缝采用手工电弧焊,由若干名焊工在圆周均匀分布同步作业,并采用相同的焊接工艺参数施焊。第
一道焊缝焊完后间隔一道焊缝焊下一道焊缝。第一层焊道采用自上到下的分段退焊法进行分段施焊,每段长度为600~800mm。每条立缝最上一段300mm暂不焊,待水槽平台全部安装结束后再施焊。立缝的焊接过程:焊外侧焊缝2/3厚度y内侧气刨清根y内侧焊接y外侧焊缝盖面。
(5) T形角焊缝焊接。水槽壁的立缝焊接完毕以后,必须对圆弧度及铅垂度进行调整,合格后进行壁板与底板间T形角焊缝焊接工作。焊工在圆周上对称均匀分布,采用分段跳焊法, 3000mm左右为一跳焊区段,内外T角缝交替焊接,其焊角尺寸应符合设计要求,且焊接时每侧不少于3道。
6、水槽注水试验水槽完工验收合格后,方可进行注水试验。进水前水槽内所有杂物均需清理干净。注水过程中应严格执行分级进水,以逐渐增加水槽负荷。注水同时应密切观察所有焊缝及连接处,要求无渗漏现象。做好基础沉降观测记录。
上一篇:5000m3湿式气柜回收技术的应用
下一篇:在线更换湿式气柜排污阀的实践
相关文章:
Tag标签:
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/0526/49.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 