煤制气工艺中高温将煤中的复杂物质裂解成各种组分,随着气体带出的有氨、各种形态的硫化合物、苯类化合物、焦油……,其中不乏组成复杂的有机化合物。杂质中有些易造成管道堵塞,如蔡及其衍生物;有些是有腐蚀性的,如硫化氢等。诸如此类的问题给工程上带来了相当大的麻烦,是煤气行业普遍关注的问题。本文就我公司的
湿式气柜的腐蚀与防护概况作一介绍。
1.腐蚀状况
宝鸡5.4万立方米湿式螺旋
气柜于1987年8月建成投人运行,1992年
气柜顶板出现穿孔,因是单一
气柜的煤气输配系统,不能停气修理,只好采取玻璃钢补漏。1992年补漏24处,1993年补漏81处,1994年补漏130处。为了防止意外,对
气柜降压使用,24小时连续严密监视,随漏随补。一直坚持到1995年9月26日,第二台
气柜(3万立方米)建好后,这台补丁累累的5.4万立方米
气柜才有了停气修理的机会。
1996年我们打开了这台5.4万立方米
气柜,发现
气柜内壁已被黑色的有刺激性气味的疏松附着物所覆盖。这些附着物是由硫化铁、铁锈、蔡、灰尘和焦油等物质组成的混合物,在常温下可以自燃。建
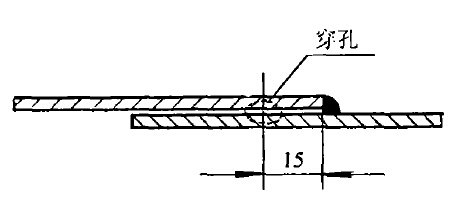
气柜时在内壁上所涂的防腐涂料已经不复存在。经实测,钢板厚度普遍在2.3一2.smm范围内(顶盖与拱顶工字梁相接触部位和焊缝附近的钢板处于低线)。穿孔基本上集中在钢板搭接焊缝巧mm左右的带状区内(见附图)。
当这个带状区恰巧邻近拱顶工字梁时,腐蚀穿孔最为严重。1994年出现的17条长约200一500mm的裂口和一条长约630mm的裂口均处在这个位置上。
2.腐蚀成因
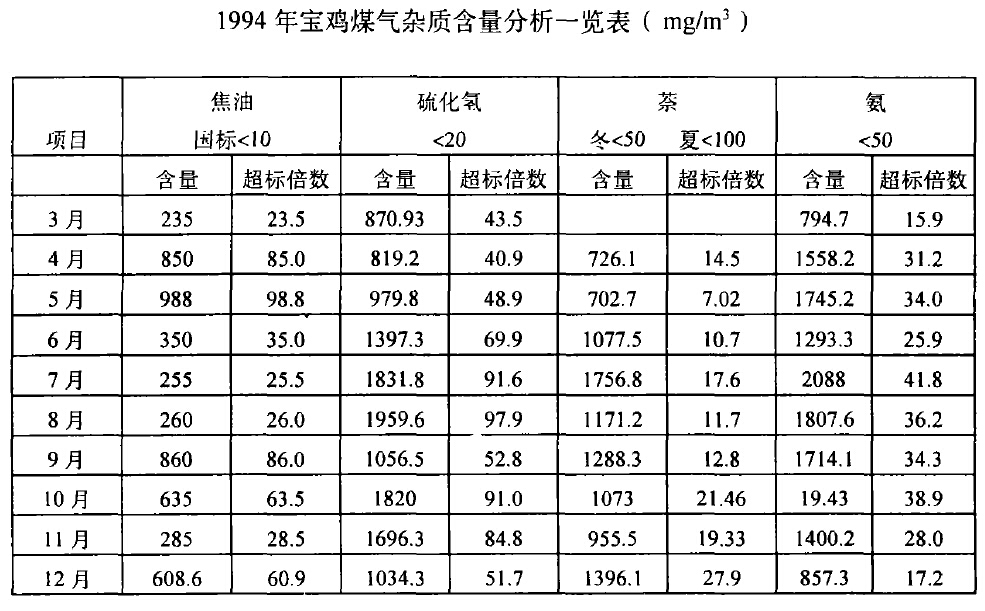
造成严重腐蚀的主要原因是煤气气质太差(见附表)。在
湿式气柜内部,通常水蒸气处于饱和状态。当钢板温度低于柜内温度时水蒸汽就从煤气中冷凝出来,形成细小的雾滴,附着在
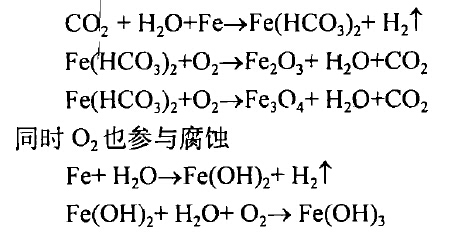
气柜内壁上,随着水蒸汽的不断凝聚、汇集在内壁上的水珠形成水膜。煤气中的HZS、CO:等有害杂质在水中的溶解度又较大。当煤气杂质含量严重超标时,HZS等在水膜中的浓度就相当可观,并
对防腐层进行日积月累的缓慢破坏。一旦涂料层出现坏损,在溶液中活性很大的HZS就与钢板反应HZS+Fe斗Fes+HZ个。当pH<5.5时,水膜中的CO:更是对钢板的腐蚀起着推波助澜的作用。
在拱梁与顶板之间,搭接钢板的夹层之间等隙缝处和杂物附着处,即使在露点之上,水蒸汽也能在这些地方聚集生成水膜,所以这些地方的腐蚀程度更为严重些。
对于现场焊缝的热影响区,由于高温的破坏作用,钢材和涂料的膨胀系数差异等因素,会使已经刷好的涂料被破坏或者钢板直接被氧化。对于工厂焊缝,我们有条件进行认真的除锈(污)和补刷涂料.但对于顶盖内壁,由于受空间(有时还受时间)的限制,很难对焊缝附近进行彻底的除锈和补刷涂料。所以在
气柜运行中,这些地方的涂料往往最先被破坏,由于含有HZS水膜的电导作用,很容易发生焊缝电偶腐蚀:在阳极(即焊缝两侧)发生钢板被腐蚀Fe*Fe+++Ze,而在阴极(焊缝上)发生析氢反应ZH++2e--+H:,由于水膜很薄,氢气的逸出不成问题,在这对电化学腐蚀中,控制因素是阳极反应,即HZS含量越高,Fe转化为Fe++的速率就越大.此外,焊接过程中的起孤、收孤、引火等操作,焊缝中的夹渣、气泡等缺陷都很容易成为点蚀源。所以现场焊缝处腐蚀较为严重。
气柜制作过程的残余应力,
气柜运行中顶板的鼓起和塌落所产生的弯曲应力都很容易集中在拱梁附近,这些应力又会导致腐蚀严重处形成开裂。长630mm的裂口就是由多种不利因素迭加所产生的腐蚀结果.
3.减缓腐蚀的措施
只要我们在
气柜的设计、制作、运行中重视形成腐蚀的各个环节,采取得力的措施,
气柜的腐蚀是可以得到控制的.
首先要加强对净化设施的管理,降低煤气中有害杂质的含量,特别是保证含硫量不超标。根据气质和
气柜运行中反映出的情况,定期对
气柜进行维护修理,对于不允许停气维修而涂料又已失效的
气柜,可考虑采用缓蚀剂来延缓腐蚀。
在工程设计阶段,尽量避免单一
气柜的输配系统。如用两个3万立方米
气柜代替一个5万立方米
气柜,使
气柜有交替检修的机会。在结构设计上,制订合理的顶板拼板方案,使现场焊缝尽量避开拱梁。改搭接焊为对接焊或搭接双面焊,避免产生隙缝腐蚀。在
气柜制作中及时消除冷作应力。正确地进行焊接操作,减少对热影响区的危害.在防腐蚀施工中,选择耐蚀性好且与钢板亲合力强的涂料。除锈一定要彻底,尽量采用喷沙的方法除锈。严格按规程刷涂料,特别是对现场焊缝的影响区,务必要彻底重新除锈除污和认真刷涂料。
我们作上述工作,虽然要付出一定的代价,但却延长了
气柜的使用寿命,不论从社会效益还是从经济效益上讲,都是非常值得的。
上一篇:湿式气柜螺旋导轨制作
下一篇:湿式气柜常见故障的分析
相关文章:
Tag标签:
气柜
湿式气柜
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/0604/58.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司