钢制储罐是各生产领域常用的容器设备,大型的钢制储罐直径大、底板薄、底板焊缝多,施工中常常会产生较大的波浪变形和中间拱起等焊接变形。本文就柳北焦炉气储配站工程
气柜制作安装中
气柜的底板焊接为例进行分析,简要说明在施工过程中如何控制
气柜底板的焊接变形及其焊接质量。
柳北焦炉气储配站建设工程2 x 50 000 m'湿式螺旋
气柜的直径为46 m,底板厚度中间为6 mm,环板为8 mm,材质为Q235-B。根据化工部《金属焊接湿式
气柜施工及验收规褂(HGJ-212-83)规定:
气柜底板焊后局部凹凸度不应大于50 mm,底板鼓起脱离基础表面不大于30 mm。在实际施工过程中,如果底板的组装焊接顺序不当,很容易产生波浪变形而超出标准,不易矫正,甚至会使底板报废,造成经济损失。在对底板的结构进行分析的基础上,制定了合理的装配组对焊接工艺,可以有效地控制焊接变形。
1底板的特点
气柜的底板是外径为} 46 m的圆形平板,中间部分厚s = 6 mm,周边部分厚s二s~,底板面积s=I 661 mZ,是典型的大面积薄板焊接。
2底板焊接变形原因分析
气柜底板成型后的变形主要是由于焊接变形而引起,底板主要的变形为底板中心拱起,另外还有长焊缝经连续焊接后呈波浪状变形等。
气柜直径大、底板薄、纵横长短焊缝多,长焊
缝焊后所产生的波浪状变形是由于焊接完毕后,焊缝温度降低时,焊缝发生收缩,但是由于四周冷金属的阻止,使得焊缝无法得到充分的缩短,因而产生了残余应力(拉应力),焊缝内的拉应力使四周的冷金属造成压缩,所以在焊缝长度内出现波浪状变形。而底板中心拱起变形主要产生在柜体底圈壁板与底板间的角焊缝(简称柜底角焊缝)焊接之后:因柜底角焊缝的焊接量很大,其内外侧均需焊接,所以此角焊缝由于焊接产生很大的热量,其焊接过程所产生的焊接残余应力越大,此角焊缝冷却过程所产生的收缩也越大,此收缩导致了整个底板由外至内的挤压,造成了底板中心拱起。
在实际的施工过程中,长焊缝因焊接所产生的变形可以通过焊前预热、刚性固定法及选择合理的焊接顺序等施工工艺及焊接工艺方法加以控制,同时选择合理的底板结构形式,可更好地控制底板的焊接变形。
3底板的焊接变形控制措施
3.,底板的排板设计
合理的底板排板设计,对底板焊接变形的控制能起到很大的作用。对
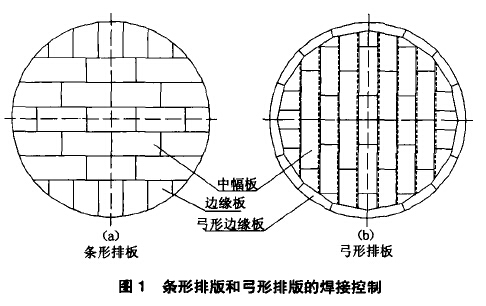
气柜底板防变形措施来说,选择合理的底板结构形式是控制底板焊接变形的关键。《钢制常压容器》(JB/f 4735-
1997)及《立式圆筒形钢制焊接储罐施工及验收规范》( GB 50128-2005)的规定要求,底板的排板主要为以下2种形式:条形排版和弓形排版(如图1所示)。伽制常压容器》}JBII4735-1997)中明确规定:直径小于} 12.5 m的底板宜采用条形排版组焊,直径大于或等于12.5 m的底板宜采用弓形边缘板与中幅板组焊。施工图纸表明,
气柜直径为} 46 m,大于} 12.5 m,所以应采用弓形边缘板与中幅板组焊底板如图1(b)所示。因其弓形边缘板与中幅板间的连接为搭接形式,在施工中先焊柜底角焊缝再焊弓形边缘板与中幅板间的搭接缝,则在焊接柜底角焊缝时,因焊缝收缩而导致边缘板的收缩不会传递到中幅板,从而不会造成整个底板拱起,之后再焊接中幅板与边缘板间的搭接缝,因其焊接量相对较小,较容易通过焊接工艺控制其变形,从而控制整个底板的焊接变形。
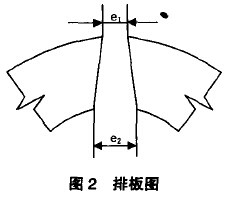
底板预制前应绘制排板图,并经监理审批,排板图应符合以下规定:①柜底的排板直径,宜按设计直径放大0:1%0.15%ao②弓形边缘板沿柜底半径方向的最小尺寸,不应小于700 mmo③弓形边缘板的对接接头,宜采用不等间隙。外侧间隙e;宜为6一7~;内侧间隙eZ宜为8一12~;当采用气体保护焊时,外侧间隙e,宜为3一5 mm;内侧间隙e:宜为6一8~(如图2所示)。④中幅板的宽度不应小于1 000 mm,长度不应小于2 000 mm;与弓形板边缘板连接的不规则中幅板最小值边尺寸,不应小于700~。⑤底板任意相邻焊缝之间的距离,不应小于300 mm。
3.2底板预制
为了减少现场焊接工作量,有效地控制焊接变形,底板采取大块预制的方式。
W预制前对板材的质量和几何尺寸进行检查。钢板表面不得有裂纹、夹层、重皮、夹渣、折痕、气孔等缺陷,表面锈蚀深度不应超过o.s~。钢板板边不直度;2~,板宽偏差为tlmm,板长对角线感2 mm。不合要求的要及时修正.同时坡口打磨要均匀一致,坡口采用砂轮修磨方法。
(2)组对焊缝间隙要均匀一致,多采用一些点固焊(间距200 mm ) o
(3)采用退步焊法施焊。
(4)焊接后应及时平整焊接变形,并用锤击法消除部分焊接应力。
(5)平整后修正其尺寸和坡口,使现场焊缝有统一规范的焊接坡口及间隙尺寸。
3.3底板铺设
先铺设中心带板,然后顺序向两侧对称铺设各中』L带板,
最后铺设边环板。
3.4底板现场焊接
3.4.1焊前预热
焊接时的温差是产生焊接变形的根本原因。因此,尽量缩小焊口与母材之间的温差,使残余应力变小,焊接变形也就变小。此外,通过预热还可以排除焊缝区的水蒸气,减少产生气孔和“氢裂”的可能性。
3.4.2刚性固定法
焊接前将焊缝两侧放置压重块以控制焊接角变形。
3.4.3锤击焊道
焊接过程中每焊一道必须用扁长圆头锤子锤击焊缝2一3遍,锤击方向为沿焊接方向依次锤击,力量要适中,使焊缝周围2~范围内受到影响。这样可以使焊缝金属得到延伸,减少残余应力,并可使未逸出的气体排出,从而降低焊接内应力,达到减少变形的目的。锤击应保持均匀、适当,避免锤击过分而产生裂纹。锤击应在焊后立即实施。
3.4.4选择合理的焊接工艺参数
为减小焊接变形,选择焊接参数时应在保证焊接质量的前提下尽量减小焊接线能量,采用较小电流,但为了防止出现未焊透、未熔合等缺陷,焊接电流也不能过小,打底CO:气体保
护焊接电流宜控制在230 - 250 A,焊接电压控制在23一25 V ,盖面手工电弧焊焊接电流宜控制在80一100 A ,焊接电压控制在23一25 Vo焊接时,运用适当电流配合同时提高焊接速度的方法来减小焊接线能量,达到减小焊接变形的目的。选择合理的焊接电压可以使焊缝成形良好、美观。
3.4.5焊接工艺措施及剖析
3.4.5.1焊接工艺措施
(1)底板的焊接采用二氧化碳焊或手工电弧焊组装。具体焊接方式为:先点焊短缝,焊接短焊缝;后隔条点焊长焊缝,焊接长焊缝。再点焊余下长缝,焊接长缝。中幅板的焊接方式为:先焊短焊道,后焊长焊道,初层焊道应采用分段退焊,由两人自中心向外对称施焊。
(2)边缘板的焊接。①先焊靠外缘300~的部位,在柜底与柜壁连接的角焊缝焊完后,且边缘板与中幅板之间的收缩缝施焊前,应完成剩余的边缘板对接焊缝的焊接和中幅板的对
接焊缝。②边缘板对接焊的初层焊,宜采用对称施焊方法。③边缘板与中幅板之间的搭接接头的第一层焊接,应采用分段退焊。
(3)柜底边缘板与柜壁连接的角焊接头,应在底圈壁板纵焊接头焊完后施焊,并由数对焊工从柜内、外沿同一方向进行分段焊接。初层的焊道,应采用分段退焊。
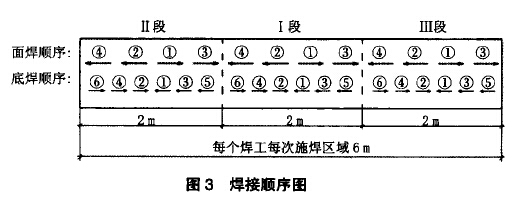
(4)焊接方法是打底焊用交替退焊法施焊,盖面焊与打底焊的方向相反,打底焊全部焊好后,才能进行盖面焊。每个焊工施焊长度约6m,分3段焊接(如图3所示)。
3.4.5.2焊接工艺措施剖析
(1)将中幅板短焊缝先进行焊接,所有中心板都成为焊接后得到自由收缩、基本无应力的若干长条。这属于在自由收缩状态下成型,采用这种焊接方式焊接应力很小,变形也很小。反之,若先焊长缝,然后再焊短缝,短焊缝收缩时却受到长缝的限制而不能自由收缩,热胀时产生压应力,收缩时产生拉应力,因而存在较大的焊接应力,从而产生变形。整个底板如果都这样焊接或无次序地焊接,会导致底板大量的凸起变形,严重的甚至会报废,造成重大的质量事故。
(2)采用分段退焊主要是缩小焊接区与结构整体之间的温差,从而减少变形。同时,由于头尾相接的焊接顺序,前一段焊缝刚冷却下来,后一段焊缝的热量就会传到前一段一部分,使其到一次退火的机会,从而减小了前后的温差,消除应力、减少变形。
(3)采用由内向外依次进行焊接是因为两板相焊,焊缝会产生横向收缩和纵向收缩,又因内部是封闭部位,外部属自由端(越往外越明显),由内向外可使焊缝的横、纵焊缝自由收缩。反之,若先焊外,自由端被固定,在焊内部时,焊缝的横、纵向收缩都会受到限制,会产生较大应力,从而产生较大变形。
(4)由多名焊工均布对称施焊,这样可以防止由于不对称受热引起偏心力而引起变形,若对称受热,即使有应力存在,也不会引起变形,且越往外越明显,这是因为两侧的应力相等而又有足够的宽度,不会使中心板产生弯曲。
4实际效果
从笔者参加制作安装的50 000 m'湿式螺旋
气柜和2 x 200MW机组烟气脱硫工程4 000砰脱硫塔制作安装的实践结果表明,只要选择了合理的底板结构形式,采用合理的焊接工艺,可以有效地控制底板的焊接变形。经甲乙双方质检人员的检测,
气柜底板局部凹凸变形的深度均小于变形长度的2%,且不大于50 mm;经超声波检查和注水试验,焊缝无漏水,满足设计图纸及规范的要求,
气柜的制作安装质量等级达到优良。
5结论
底板的焊接是保证
气柜制作安装质量的关键工序,通过选择适合的底板结构形式及合理的焊接工艺可以有效地控制和减少焊接变形,在创造高品质的
气柜制作安装中起决定性的作用。
上一篇:低压湿式螺旋储气柜维修施工
下一篇:CRH3G项目高速动车组电气柜安装设计浅析
相关文章:
Tag标签:
气柜
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/1116/163.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 