在大型煤
气柜制作安装过程中,往往由于缺乏经验,加上下料、制作、组装与施焊不当,很容易引起煤
气柜产生各种各样的变形,导致煤
气柜出现早期失效,甚至造成煤
气柜报废的严重后果。本文根据现场施工经验,指出煤
气柜安装过程中容易产生较大变形的关键点,并提出具体的控制措施。
1 冷作变形及其控镧
在大型煤
气柜制作安装中,几乎所有的构件都是通过冷作加工来预制,如何保证预制构件尺寸的准确性是后续顺利安装的前提条件。冷作加工尺寸的准确性涉及到许多因素,下面列出主要的冷作变形构件控制点。
1.1 计算下料尺寸控制
施工图纸上仅表示出成形构件的几何形状和尺寸,下料尺寸要经计算求得,因此正确的计算尺寸至关重要。多数构件都是弯成某一半径的弧形,计算尺寸应 以中性层的曲率半径来计算。
(1)对于
气柜侧板,其 曲率半径都很大,其中性层与中心线重合,计算半径等于 内侧半径加上一半的板厚。但是要特别注意的一点,来料边缘一般不平直,还需预留5m 余量,作为板边拉直用。
(2)角钢弯制构件展开长度计算 :角钢断面不对称 ,其中性层位置不在断面中心,而是与重心重合。中小型等边角钢其中性层距离弯曲面 ZO=O.3B,B为角钢边长。不等边角钢则取 ZO=O.33B(B为长边边长)或 0.26b( b为短边边长)。
外弯构件展开长度计算公式 :
L=Ⅱ(R1+ZO)a/180
内弯构件展开长度计算公式:
L=Ⅱ(R2一z0)a/180
其中:R1——内侧 曲率半径,衄;
R2一 外侧 曲率半径,衄;
a——弯曲角度 ;
ZO——中性层距离,衄。
1.2 下料切割余量控制
现场大量使用气割下料,对于需要螺栓连接的冷作构件,几毫米的偏差就可能导致无法安装,需要制作过程的每一步都要加以控制,气割余量可参考表 1。
1.3 放样平台控制
放样台现场一般直接采用来料钢板,因此要注意:钢板厚度要选用 12姗 以上,不易变形;同时保证地面平整度 允许误差为每 3mm/5m2。
1.4 冷作变形控制措施
角钢卷弯时由于本身结构的不对称 ,会产生很大 的扭曲变形,最有效的控制扭曲变形的措施就是两条角钢背靠背临时点焊固定,形成对称结构,然后进行卷弯操作;卷制成形后,将焊点切开,由于存在内应力,在 自然状态下角钢还会产生变形,此时应结合局部加热法进行矫正。对于煤
气柜侧板,由于板厚一般都较小,无需卷弯,直接放置于成形模胎上就形成所需弧形板,但是其变形不能固定,需要在外侧焊上加强角钢,因此,为确保焊接时产生变形,焊接应在模胎上进行,焊接完毕,直接在模胎上采用锤击方法进行矫正,复测安装尺寸符合要求即可。
2 焊接变形及其控制
底板焊接变形常见的有二种形式:①整体径向收缩变形;②周向波浪变形。径 向收缩变形需要严格控制,它直接影响到煤
气柜直径的准确度,为了保证焊接完毕达到煤
气柜的直径,应该在底板下料时考虑焊接径向收缩余量,一般按照图纸直径尺寸的0.35%作为径向收缩余量;周向波浪变形主要由于组装与施焊的顺序不当及焊接方向不正确引起,控制原则是:①严格按照图纸排版要求铺设,禁止私自更改排版形式;②先焊中心,再焊四周;③以圆心为中心,对称焊接;④先焊短边,再焊长边⑤长缝分段跳焊。
2.2 活塞板的焊接变形及控制措施
活塞板焊接变形及其控制措施与底板焊接变形一样,不再赘述。值得注意的不同之处在于:活塞板上将安装焊接混凝土坝(也称砼坝),砼坝垂直于活塞板,一旦活塞板焊接完毕产生较大变形,特别是周向波浪变形,直接影响后续砼坝无法正常安装,而且砼坝焊接后更加剧活塞板的变形,使活塞板里扭曲变形,无法修复。因此活塞板在砼坝处的周向焊缝要留到砼坝安装焊接完毕才能焊接,要严格遵守焊接顺序,否则将造成活塞板报废的后果。
2.3 煤
气柜壁板的焊接变形及控制措施煤
气柜壁板 的变形控制是整个煤
气柜安装工程成败的核心。导致煤
气柜壁板变形的因素错综复杂,许多因素交织在一起,下面列出主要的几个方面:
(1)煤
气柜立柱不在同一个圆周上:造成煤
气柜成为不规则椭圆,焊接后变形不规则,控制措施就是采取可靠的划线手段在煤
气柜底板上划出准确的直径控制线,确保立柱内侧面在同一直径圆周上。
(2)煤
气柜立柱的分度误差太大:造成立柱之间的间不均匀,严重的将造成壁板无法安装,控制措施是提高测量仪器的精度,同时由专业的测量人员经过测量、划线、复核之后才允许安装立柱,同时测量过程要有专人现场监控。
(3)煤
气柜立柱的径 向垂直度:由于壁板是与立柱用螺栓连接后焊接,焊接后产生的焊接收缩将使所有立柱向中心倾斜,因此要采取反变形措施来控制,即安装立柱时要在收缩的反方向预留一定的倾斜度,一般取径向倾斜度为立柱长度 的 0.1%。
(4)壁板的焊接顺序:壁板安装从最底层开始,逐层而上,为了减少焊接径向收缩量,需要严格控制焊接的顺序,采取的措施是安装完第三圈壁板后才允许焊接第一圈板,通过安装完的第二、第三圈板增大结构刚性来抑制径向收缩,即焊接每一圈壁板都要确保其上有二圈已安装未焊接的壁板。
(5)安装检测不到位 :壁板焊接后产生变形是必然的,安装过程的随时监测必不可少,采取如下的控制措施:安装离,及时对立柱进行牵引纠偏;每安装完一圈壁板后,对其下的壁板的整体垂直度进行复测,如有偏离,找出原因后进行纠偏。
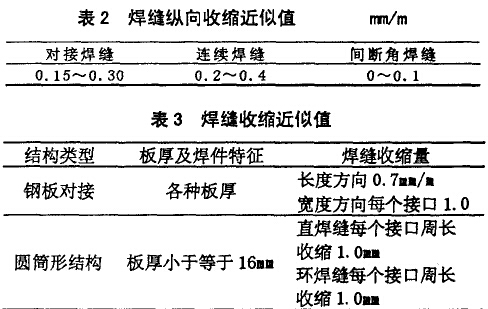
焊接变形的近似估算可参考表 2、表 3。
3 结束语
经过大量的施工实践证明,对于大型
煤气柜的安装,通过对上述变形的关键点进行监控,切实执行有关 的变形控制措施,可有效地控制煤
气柜的变形,使煤
气柜安装工程的质量达到满意的效果。
上一篇:30000m3橡胶膜干式气柜安装技术
下一篇:低压湿式螺旋储气柜维修施工
相关文章:
Tag标签:
气柜
煤气柜
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/1112/161.html


.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司