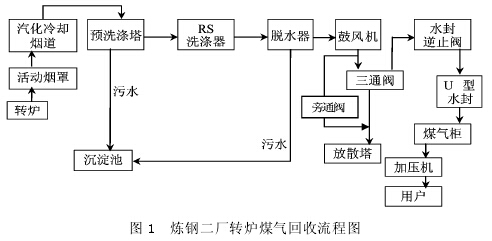
技术原理:自转炉顶部出来的约 1 600 ℃左右的高温烟气,通过活动烟罩,汽化冷却烟气冷却至 900~1 000 ℃进入预洗涤塔进行熄火,粗除尘,烟气温度降至 70 ℃左右,再经过重B式文氏管(简称 RS)进行精除尘,烟气中含尘量降至 150 mg/m2以下,温度 65 ℃,再经弯头脱水器,洗涤塔脱水,然后由风机将净化了的合格煤气压入转炉煤
气柜,不合格的煤气则作为废气排入大气中,自转炉
湿式气柜出来的转炉煤气,再经过电除尘器进行除尘,使转炉煤气中含尘量达到 10 mg/m2以下,再由煤气加压机加压后送到用户使用。
2 煤气回收现状及影响因素分析
2010 年二钢南区转炉煤气共回收 1 312 314 GJ,吨钢量113.36 m3/t,热值为 1 495 Kcal/Nm3,吨钢 GJ 值为 0.709 GJ/t。
湿式气柜煤气回收指标较低,与国内先进指标相比,还有很大差距,处于一个较低水平。为了提高煤气回收水平,降低拒收率,二钢一机械于 2011 年进行了专项管理创新。
原因分析:①转炉煤气的产出量与回收量不匹配。由于煤
气柜柜位高,造成转炉煤气送不进去,影响了煤气回收量。②受铁水硅高和锰高的影响,冶炼存在双渣操作问题,对 CO 热值和回
收量有一定的影响。每炉比正常吹炼要少回收 2 min 左右。③为提高红烟控制能力,2#白班炉口微差压设定为-10 Pa,3#炉白班炉口微差压设定为-15 Pa,自动运行并辅助手动控制,对 CO 热值影响较大。④煤氧分析仪故障对煤气回收量有一定影响。
3 采取的措施
2011 年我们积极制定措施,寻找差距,不断优化各项工艺技术,设备持续改进,在转炉煤气回收方面开展了一系列精细化管理工作。一机械不断调整和优化煤气回收程序,延长回收时间,力求热值和回收量的最大化及良好匹配,并制定了阶段性目标和推进计划。同时,以冶炼一作业区炉前操作稳定为基础,电气车间协力维护为保障,一机械具体组织实施,形成了各作业区通力协作完成的一项系统工程,实现了各工序之间的信息沟通和互动。另外,努力克服外界不利因素,不断提高煤气回收热值和数量。积极与煤气
气柜及公司相关部门联系,寻求政策支持,使转炉煤气回收顺畅,降低煤气放散率。
具体采取了以下主要做法:
第一,建立和完善能源管理制度及激励措施。制订了作业区能源管理制度、能源管理体系等制度。建立起了煤气回收同职工岗薪挂钩的奖惩考核制度,极大的调动了全员参与节能降耗的工作热情。
第二,每日对煤气回收情况进行记录、统计和分析,发现异常情况及时查找原因并解决处理,做到了过程控制。
第三,加强了煤气回收岗位与各相关工序之间的信息沟通和互动,强化了全员节能意识,提高了能源整体管理水平。
第四,在除尘岗位开展了煤气回收劳动竞赛活动,提高了岗位职工的工作积极性和自觉性,充分发挥了岗位职工的聪明才智,各工序精心操作,设备稳定,生产均衡,为煤气回收水平的提升提供了可靠的保证。
第五,积极寻求炼钢工艺对煤气回收的影响。 对冶炼炉前四个班分炉座跟踪操作,将铁水成份、温度、钢种、枪位、氧压、造渣料加入量与加入时间等因素均作了实时记录。通过统
计分析,得出以下结论:①吹炼后期 CO 含量仍较高,因此,炉前应尽量在提枪前 30 秒钟打拒绝,从而延长回收时间;②废钢比的增加对煤气回收基本无影响;③枪位频繁变动对煤气回收有影响,应控制波动幅度,尽量保持平稳;④风机转速对煤气回收基本无影响;⑤降罩到位率和 RS 重锤调节是影响煤气回收的主要因素,也是今后控制和调整的重点。
第六,规范炉前操作,减少炉口积渣,实现降罩率 100 %.将炉前降罩和提罩信号置于风机和锅炉岗位的监督之中,每日对炉前四班每炉降罩到位率和提罩执行率进行统计,由此对炉前操作形成了必要的监督和制约,为煤气回收水平的提高提供了重要的保证条件。
第七,对锅炉 RS 重锤升降系统多次进行调试,将炉口微差压表测量范围由±1 400 Pa 修改为±400 Pa,提高了运行精度和可靠度。对重锤升降速度进行了调节,投入自动运行后,炉口微差压波动幅度能控制在 50 Pa 以内,基本达到了煤气回收、除尘效果、风机稳定运行的良好匹配。
第八,调整炉口微差压,分炉座、分阶段设置不同的炉口微差压,每炉钢划分为0~3 分、3~13 分、13 分以后,2#、3#炉炉口微差压分别设定为 0Pa、+5Pa、0Pa 和-5Pa、-10Pa、-5Pa,并根据实际情况不断进行调整,使煤气回收和除尘效果基本达到匹配。
第九,转炉双渣操作较多,二次下枪时炉口微差压与 RS重锤调节的灵敏度不高,影响煤气浓度的快速达标,比正常吹炼时要少回收煤气 2 min 左右。加强了对转炉双渣操作二次下枪时炉口微差压与 RS 重锤调节性能的跟踪分析,优化系统控制,尽可能减少双渣对煤气回收的影响。
第十,不断调整和优化煤气回收程序,延长回收时间。煤气回收岗位根据生产实际情况和用户不同时期对热值和回收量的不同需求,调整煤气回收条件。在炉前操作画面上增设回收结束时旋转水封到位信号,便于炉前工比较准确的掌握拒收时间,防止拒收晚造成
气柜氧高放散,同时又避免了过早拒收造成煤气放散浪费。
第十一,设备持续改进为煤气回收水平的提高奠定了扎实可靠的基础。加强了煤气回收系统设备的点检、维护和检修:更换风机风轮,调整旋转水封,处理眼镜阀漏气,清理脱水器积泥等。保证了设备功能精度,增加了煤气回收量。完成对 2 #3#炉风机三通阀气源管改造,增大供气量,加快了三通阀动作速度,延长了煤气回收时间,提高了煤气回收量。
第十二,对影响煤气回收的重要因素—煤氧分析仪及炉口微差压表等关键仪表的使用维护情况,及时与电气车间联系对氧分析仪进行了处理,确保仪表准确,提高响应速度,避免因氧高造成煤气拒收。同时要求风机岗位人员定期对我厂与煤气厂分析仪对比,及时发现异常变化并加以解决,把各项不利因素降到最低限度。
第十三,设备是基础,操作是关键,不断增强主体意识,一切用数据说话。确立了要把煤气回收等同于转炉炼钢,每一炉都要紧抓不放,每一秒钟都不能浪费的指导思想,狠抓标准化操作和精细化操作。重新制定和完善了煤气回收统计表,把各项可控因素都加以统计,一切用数据说话。同时,制定相应的经济责任制,将煤气回收与岗位职工的岗薪挂钩,大大提高了职工的工作积极性和主动性,操作精心程度明显提高,各工序之间的横向联系明显增强,许多问题通过岗位职工之间的及时沟通和协调得以迅速解决。
第十四,针对因煤
气柜柜位高影响煤气回收比较严重的情况,积极与煤气
气柜及公司相关部门联系,并通过能环部的协调,了解后部用户状况,寻求政策支持,开发煤气用户,使煤气回收顺畅,降低煤气放散率。并根据
气柜柜位情况及时调整煤气回收热值,为提高煤气回收量奠定了良好的基础。
第十五,实施了南区 1#不锈钢转炉煤气回收。2008 年下半年 1#不锈钢转炉开始试回收煤气,但是试运行以来,回收煤气效果较差,煤气回收量偏低,且不具备连续回收条件。2011 年6 月 13 日开始恢复不锈钢转炉煤气回收,对 1#炉煤气回收设备进行改进,并对回收系统和工艺进行优化调整。对 1#炉 RS 重锤升降系统进行调试,提高运行精度和可靠度,调整炉口微差压,提高煤气热值。对 1#炉风机三通阀进行处理,使动作灵活。联系电气车间对煤氧分析仪进行处理,降低故障率,保证正常煤气回收。目前 1#不锈钢转炉已基本实现了煤气连续回收,并且煤气回收吨钢量不断提高。
4 实施效果
经过攻关,二钢南区转炉煤气回收水平有了很大的提高,2011 年南区共回收煤气 1 471 199 GJ,按每 GJ 煤气创造价值 18元计算,共为太钢创造效益为 2648 万元,比 2010 年同期多创
效 286 万元。2011 年南区煤气回收吨钢量为 116.2 m3/t,热值为1 499 大卡/m3,吨钢 GJ 值为 0.728 GJ/t,均比 2010 年有了明显的提高。同时降低了拒收率,拒收率控制在 3 %以下,攻关取得了显著的效果。此外,将转炉煤气进行最大化的回收和利用,同时也大大降低了一氧化碳的外排,提高了除尘效果,减少了环境污染,保护了环境,取得了良好的社会效益。
上一篇:沼气气柜工程罐装工艺的控制设计
下一篇:湿式气柜储气装置结构及使用性能分析
相关文章:
Tag标签:
湿式气柜
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/0807/117.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 