威金斯
气柜又称橡
胶膜密封式
气柜,通常用于石油化工领域燃料气的储存,整个
气柜是由底板、柱形筒体、柜顶及沿
气柜内壁上下移动的活塞组成,活塞随储气量的容积变动而上下移动,活塞与
气柜内壁间设有橡
胶膜密封,活塞的运行平衡通过配重块来调整。本文以2台20000m3威金斯
气柜施工为例,叙述
气柜的施工技术。
①占用土地面积较小,有限的土地资源内利用价值较高。
②
气柜内有油膜保护,内部干燥,无危害的污染,使用寿命较长,维修方便。
④成本相对较低,耗用的钢材和混凝土量较湿式
气柜少一倍。
⑤因为使用寿命长,运行生产投入维护的费用低。
⑥运行过程中压力稳定,节约能耗,生产安全。
2 主要工作量
干式
气柜内部构件较多,构件结构类型、构件大小尺寸各不相同,预制和安装工作量都比较大,任务比较重。主要工作量如下:
①
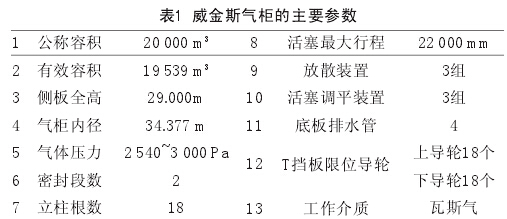
气柜的整体为钢体结构,直径为34 m、高度为29 m,单体质量约为611 t。
②
气柜整体为钢板连接而成,主要的工作是柜侧板、底板、活塞、柜顶板以及柜内的附件安装,因此焊接是整个
气柜的大工作量。
③预制工作量较大,
气柜的型钢、侧板的弯制都需要在预先做好的胎具上滚弧完成,都需要根据图纸上的要求完成,误差要减到最低,弯制的好坏将直接影响到整个
气柜的外观成型。
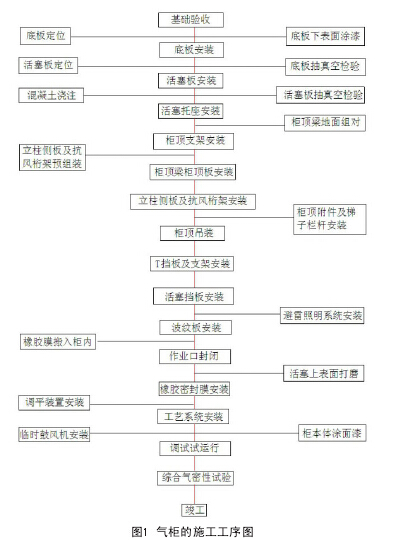
4 主要施工技术
4.1 施工机械设备
气柜属于一个单独的整体,施工现场位置较固定,考虑到
气柜的高度和作业半径,为了施工方便,在现场每台
气柜旁搭设一座塔吊作为主要的吊装机械,这样就很好地保证了每台
气柜的工作进度,也提高了塔吊的利用率高。
4.2 基柱安装
基柱的垂直度将影响到整个
气柜的垂直度,整个
气柜的高度为29 m,设计为5根6 m长的立柱拼接,现场为了更大精度的控制垂直度偏差,采用3根10 m长的立柱拼接,安装每根立柱时,用经纬仪对立柱进行垂直度测量,用钢丝绳作为精调,用调节螺栓及斜垫块调整基柱轴线位置及标高。
4.3 柜底板安装
首先需要绘制底板排版图,排版图中应标明板厚,注明焊缝及坡口型式,并标出焊接方法及次序,应考虑焊接收缩余量,要求中部板半径收缩余量+20mm,边环板半径收缩余量+10mm。底板排版以“之”形粗线为界分成四个区域,首先铺设柜底中心定位板,铺设前先定位底板安装十字基准线,标注中部底板边缘及最外环底板内缘铺设位置,在铺设完定位板后,在其上方开三个Ф150 mm的经纬仪的架设孔,铺设十字基准板,焊接十字基准板与定位板之间的焊缝,紧接着铺设与十字基准板搭接的中部底板,先点焊中部底板之间的焊缝,暂不与十字基准板搭接缝相焊,由于整个底板采用是搭接结构,在三板搭接处作切割处理,在第一圈板与十字基准板搭接完后,先后焊接第一圈间的径向焊缝和点焊第一圈板与十字基准板间的焊缝。待第二圈板与第一圈板点焊后,焊接第一圈板与十字基准板间的焊缝,以同样的方式由圆心向圆周铺设其余底板焊接。直至所有的中央底板焊接完后,焊接“之”形分界焊缝。考虑到焊接工作量及焊接热量产生对板的变影响,现场施工过程中更改了原设计小板的拼接而采用大板的拼接。焊接完毕后,需要检查整个底板的平整度,同时底板上所有焊缝需要100%作抽真空试验。
4.4 柜侧板安装
首先需要根据图纸弧度要求放样,在预制平台上制作侧板弯制胎具模型,通过胎具来制作每块用到的侧板,弧度一定要保证,偏差控制在合理误差范围之内。整个
气柜外部筒体是由18圈壁板拼接而成,在安装第一圈侧板时,需要首先点焊暂时固定侧板的安装位置,主要点焊的部位有与柜底板接触的位置、与立柱固定角钢接触位置,以及侧板间的搭接焊缝。第二圈侧板安装方法与第一圈一样,都需要临时点焊固定,装配时的方向要求与第一圈侧板安装方向相反,依次往上,每圈侧板的安装方向需要与下面一圈侧板的安装方向相反,直到全部安装完毕,这样做的目的有两点,一是为了便于安装,二是可以同时控制
气柜筒体的外部成型的圆度,为了整个筒体外观成型美观,不受焊接变形带来的影响,侧板焊接时同样需要讲究顺序及人员的布置安排。
4.5 柜顶起升吊装
柜顶提升设备采用手摇卷扬机,设置专门的吊装支柱及滑轮组进行吊装,手摇卷扬机设置在地面立柱旁边,吊装支柱及滑轮组设置在柜顶最上一层平台上,吊装前精确计算柜顶重量,及每个吊点所要起吊的重量,并确保卷扬机承受载荷在计算后所得值的范围之内,设置吊点及制动点,吊点的位置应在柜顶主梁上并使起吊钢绳保持垂直的位置,制动点位置正好使顶梁与立柱的连接板处于其安装位置。将起吊钢丝绳从起吊端作上起吊高度标记,每隔1.5 mm作一标记,起吊前,通过绞车柜顶均匀提升50 mm,进行安全确认然后再正式起吊,每提升相同的高度,需要做一次平衡检查,方可继续上升。
4.6 橡胶膜安装
橡胶膜的安装同样采用手摇车来操作,共设20个起吊点,将橡胶膜展开依次安装吊装交具,在吊装过程中,要确保橡胶膜成自然下垂的状态,避免柜内构件破坏。安装就位时,要按照先
上后下的密封口安装,在密封处涂上密封胶,确保上密封角钢与下密封槽钢上的预留紧固开孔一一对应,安装完毕后,密封角钢和密封槽钢处需要做煤油渗透试验。
在橡胶膜完成安装后,需要对内部进行试运行及调试,整个活塞随气室内储气量的增加而上升,出口阀门打开后活塞随气室内的储气量减少而下降,在不断的升降时对活塞进行调试和调整,主要调试检测及调整项目包括柜内压力、活塞水平度、密封件的间隙及密封橡胶帘固定处气密性检查、密封橡胶帘外观检查、焊缝及法兰密封面泄漏情况、调平装置的驱动状况、活塞升降速度、活塞挡板及T挡板升降情况、自动放散管的功能、有无振动及异常响声,如在活塞升至T挡板处时,要求柜内压力达到254 mm水柱,如果压力不够,应在活塞上放置水泥块来调整柜内压力达到设计指定值。
4.8 气密性试验
整个
气柜的气密性试验是最关键的环节,是投入生产前最后一道工序,因此必须采用科学的试验方法。在一天中气温比较稳定的同一时刻进行试验。用鼓风机送入空气将
气柜容鼓到约90%容量左右时停止送入空气,在活塞稳定处标记位置,记录当时的环境温度,试验周期为一周,在同样的环境条件下测量当时的数据,与初次上升时数据相比较,整体泄露率要求不得大于初次容积的2%,才为合格。
5.1 质量保证措施
严格按照GB/T 19001-2000标准的要求,抓好准备阶段、施工阶段、验收阶段及服务阶段的全过程质量控制,确保质量达到预定的质量目标,实行“质量责任制”,严格实行“编制、审核、审批”制度。技术措施(作业指导书)、质量检验计划必须按现行施工规范、技术标准及质量验评标准进行编制,贯彻“技术交底”“、质量分析会”“、工序交接、“”三检制”等制度。
5.2 施工中重要的控制点
要保证
气柜的安装质量必须从焊接变形、
气柜的整体垂直度、橡胶膜安装和柜顶吊装选用的机械设备,以及
气柜调试运行几方面控制,从而确保整体安装质量。
①焊接变形的控制方法:因
气柜主要采用δ=4.5~6 mm的钢板,整个
气柜焊接是施工中控制的主要环节,本工程的施工主要通过焊接顺序、反变形法及刚性固定法来控制。施工中尽量采用大拼板的安装方式,减少因过多焊接量带来的焊接变形。
②安装工序及方法的选择,为保证
气柜整体的垂直度,通过立柱的垂直度来控制,为到达这一质量目标,在安装每一带侧板的时候,要逐步控制,主要选择正反交换的安装顺序。
③橡胶膜的安装:避免橡胶膜局部出现起皱的现象,安装时,首先保证橡胶膜承自由垂落的状态,其次要将整体划分成部分,各部分同时进行,连接紧固件按先预紧、后紧固的方法进行。
④
气柜的调试运行:活塞上升至最大行程时,配重块滑动轨道的行程要能满足要求,以免发生“脱轨”现象,调试时要准确定位。
上一篇:卷帘密封型干式气柜在石化企业中的应用
下一篇:干式气柜在炼油厂的应用
相关文章:
Tag标签:
威金斯气柜
转载请注明本文出自:
http://www.jshhqg.com//a/news/2015/0803/113.html

.jpg "江苏汉华安装工程有限公司") 江苏汉华安装工程有限公司
江苏汉华安装工程有限公司 